
Курс молодого 3D друкаря, Тести, порівняння та огляди
Здійснюємо 3D друк двома екструдерами

11
Лис
Лис
Здійснюємо 3D друк двома екструдерами
Зверніть увагу, що дата виходу статті – 2016 рік, інформація може бути не повністю актуальною.
 Маючи два екструдери, можна друкувати не однією, а двома або навіть великою кількістю ниток. Така можливість дозволяє не думати більше про зупинку друку для вивантаження старого пластику та додавання іншого для продовження роботи з новим матеріалом.
Маючи два екструдери, можна друкувати не однією, а двома або навіть великою кількістю ниток. Така можливість дозволяє не думати більше про зупинку друку для вивантаження старого пластику та додавання іншого для продовження роботи з новим матеріалом.
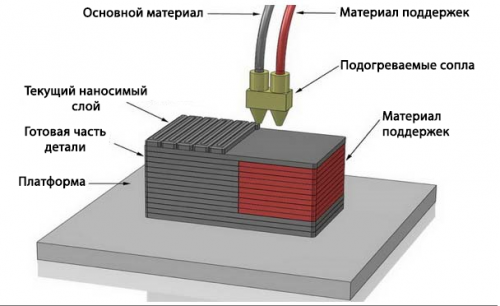
Сьогодні принтери з двома екструдерами використовуються для друку моделей та їх підтримки різними матеріалами. Іноді підтримки, які при закінченні роботи все одно будуть видалені, друкують дешевшим пластиком, що дозволяє заощаджувати матеріал високої якості та зберігати його для роботи над основними об’єктами. Останнім часом широко поширений 3D друк підтримки з розчинного у воді PVA пластику – це серйозно економить час, позбавляючи рутинного процесу видалення допоміжних елементів з деталі.
Незважаючи на це, більшість користувачів принтерів все-таки використовують друк двома екструдерами для роботи з пластиками різних кольорів.
Особливості друку 2 екструдерами
- Під час друку з використанням двох екструдерів поверхня платформи 3D принтера повинна бути приведена в ідеальне горизонтальне положення.
- Сопла розміщуються на однаковій відстані від платформи. Важливо враховувати той момент, що більшість принтерів налаштовані виробником так, що одне сопло розташоване трохи нижче за інше, щоб полегшити друк за допомогою одного екструдера. Щоб підняти сопло, потрібно повернути його за годинниковою стрілкою, а щоб опустити проти. Щоб не виникало витоків пластику під час роботи, при вкручуванні сопла потрібно використовувати тефлонову стрічку, каптон або будь-який інший аналогічний ущільнювач.
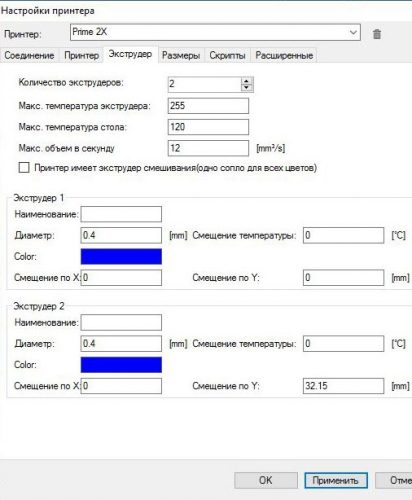
- У меню налаштувань слайсера може бути задано різну відстань між соплами. Для 3д принтера Prime 2X базова відстань між осями сопел, або як його ще називають зміщення по осі Y, дорівнює 32,15 мм. Точна відстань вимірюється в процесі калібрування пристрою, а крім того, велику роль відіграє тип сопла.
- Другий екструдер знижує розміри області друку по осі Y, тобто по осі.
Вказана вище інформація повинна враховуватися при введенні налаштувань габаритів принтера у слайсер, що використовується під час друку. Важливий момент: якщо 3Д друк здійснюється за допомогою одного сопла, друге сопло потрібно знімати. Але якщо сопло не було знято, то під час друку необхідно забезпечити його нагрівання, як і використовуваного. Це робиться для того, щоб виключити пошкодження моделі, що виготовляється, торканням холодного сопла.
Перед тим, як приступити до друку двома екструдерами, потрібно ввести в налаштуваннях друкуючого пристрою розміри області 3D друку. Важливо відрізняти вказану в налаштуваннях область друку, область друку, що використовується одним екструдером та область друку для двох екструдерів. Також необхідно ввести значення відстані між соплами. Щоб це зробити, в налаштуваннях програмного забезпечення, а в даному випадку це Repetier Host, потрібно зайти в меню “Конфігурація”, а потім пройти ланцюжком “Налаштування принтера” – “Екструдер”. Тут вказують, що в роботі будуть задіяні 2 сопла і вводять значення зсуву Y.
Існують класичні схеми застосування двох екструдерів.
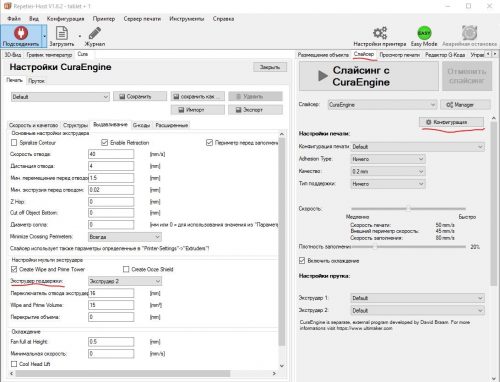
- Застосування другого екструдера для підтримки деталі в процесі роботи. Для встановлення цього параметра потрібно зайти в налаштування слайсера і вибрати в меню “Конфігурація” – “Друк” – “Підтримуючий екструдер”.
- Двоколірний друк. Незважаючи на те, що основне застосування другого екструдера – це створення підтримки, його нерідко застосовують для чистового друку з використання другого виду пластику.
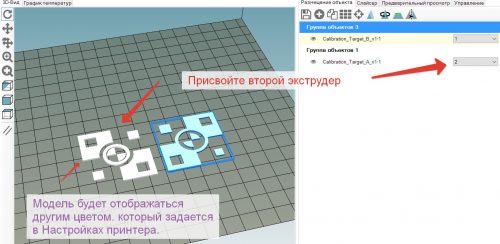
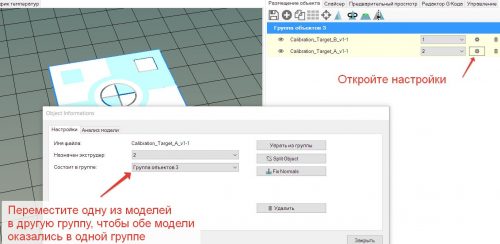
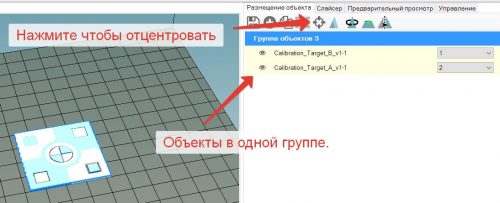
Для того, щоб 3d друку не розчарував, важливо пам’ятати, що для програмного забезпечення будь-якого принтера для тривимірного друку модель, що складається з двох кольорів, – це два різні файли STL. У зв’язку з цим, щоб такий друк став можливим, модель необхідно в 3Д редакторі розділити на два кольори. Після цього можна завантажити в репітер-хост обидві моделі та присвоїти одній з них параметр роботи з другим екструдером. Здійсніть суміщення, використовуючи спеціальне налаштування, і перемістіть модель таким чином, щоб обидві її частини опинилися в одній спільній групі. Детальніша інструкція представлена в ілюстраціях.
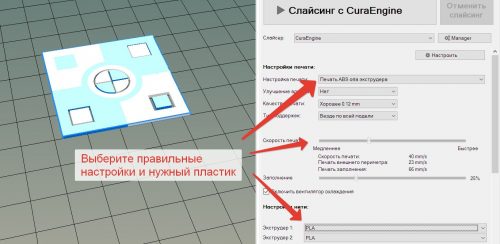
Виконавши введення всіх потрібних для роботи опцій, спробуйте запустити слайсинг і зробити 3D printing.
Як відкалібрувати відстань між робочими соплами принтера
При необхідності точного калібрування інтервалу між соплами двох екструдерів, що застосовуються при друку, цей процес можна зробити вручну, вимірявши на спеціальній калібрувальної моделі осьове зміщення. За такого калібрування перше сопло вважається базовим і його позначку прийнято вважати нульовим. Нам відомо, що 3D -принтери PRIME 2X мають зміщення Y приблизно 32,15 мм. Залежно від напрямку відліку, тобто того, який екструдер вважається першим, другий екструдер отримає усунення з позитивним чи негативним знаком.
Для того, щоб здійснити максимально точне калібрування сопел необхідно використовувати тестовий режим друку. За великим рахунком, для цих цілей можна використовувати два різні файли, зробивши після друку виміри зміщення і порівнюючи його із заданим при налаштуванні, але ідеальним варіантом буде застосування спеціально розробленої для цих цілей калібрувальної моделі.
Щоб виконати калібрування відстані, потрібно зробити двоколірний друк тестової моделі, перед цим вказавши для файлів персональний екструдер. Готовий код має такий вигляд:
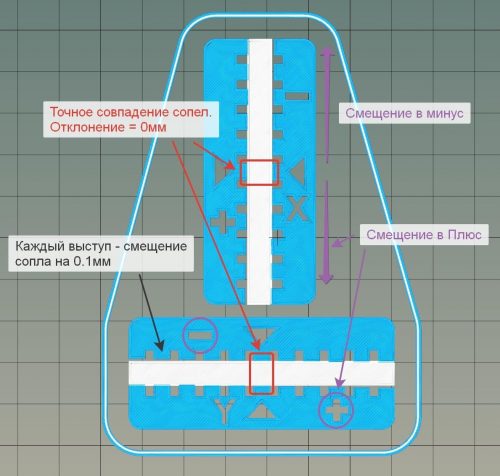
Якщо зміщення було встановлено правильно, то таким чином буде виглядати і результат друку. Якщо ми побачимо накладення елементів двох файлів один на одного, можна буде без проблем визначити зсув. Після друку готова модель виглядатиме приблизно так:
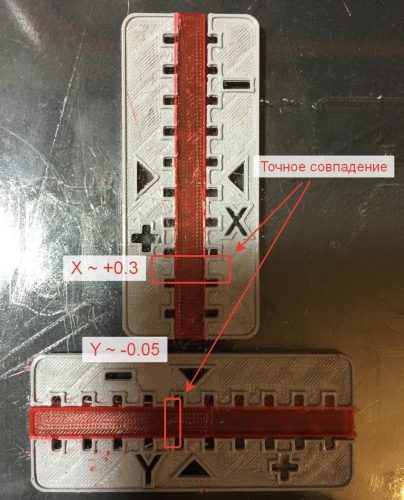
Тут чітко видно розбіжність виступів. Осьове зміщення необхідно додати до значень зміщення, заданих у конфігурації обладнання.
По осі Y зміщення буде: 32,15 мм – 0.05, тобто 32.10, а по осі Х – 0,3.
Використання для друку пластиків гнучкого типу ( PVA , FLEX)
Щоб друкувати пластиками, призначеними для виготовлення підтримок, наприклад, PVA, на екструдер принтера монтується спеціальна проставка. У процесі використання класичної технології 3Д друку цей елемент не встановлюється, тому що її присутність може спровокувати застрявання пластику та робить завантаження нитки складнішим. Але в тому випадку, коли йдеться про друк гнучкими видами матеріалів, то без проставки не обійтися.
Очищення столу
Перш ніж приступити до друку, необхідно зробити ретельне очищення столу, яка забезпечить хороший контакт першого шару матеріалу з основою. Зніміть вже надруковану модель з платформи за допомогою спеціального шпателя, для цього потрібно завести його між столом та основою моделі.